SOLIDWORKS製作企鵝3D模型,因為使用ABS耗材而且模型有一頂的高度考濾到ABS的收縮,所以模型設計為實心,如果使用PLA耗材可以使用空心.
製作企鵝軀體3D模型
- 新建零件模型
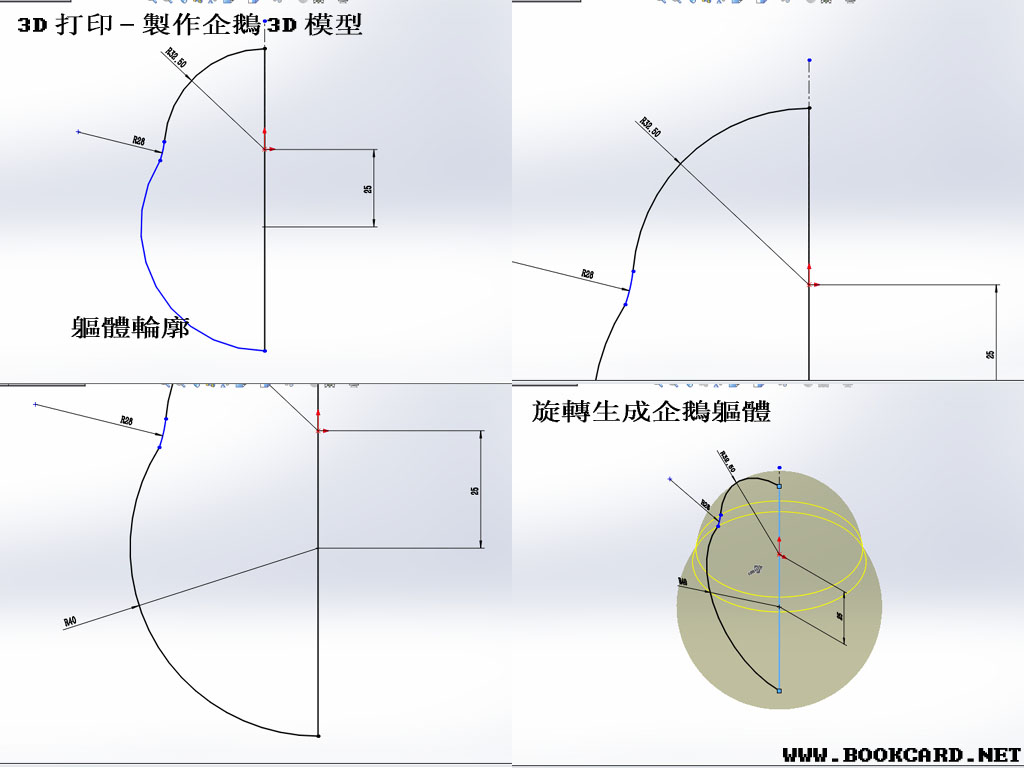
- 選擇” 前視基準面”做為草繪平面.進入”草圖模式”
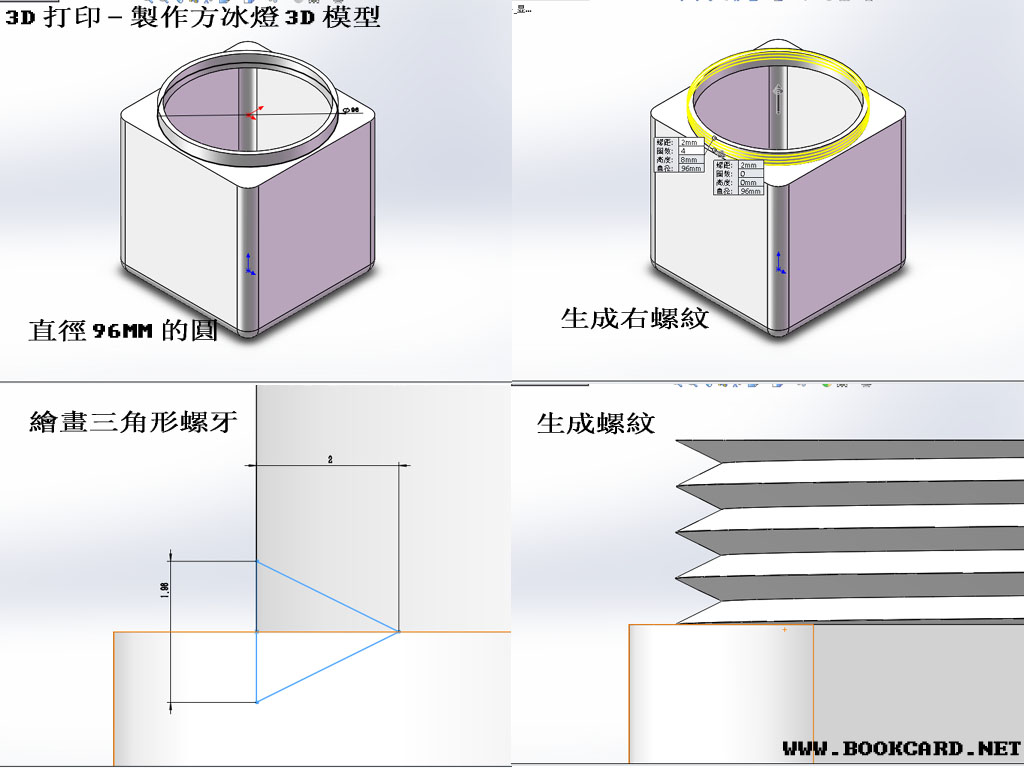
- 以原點座標繪畫一個直徑圓直徑為65MM圓
- 在原點座標下方25MM繪畫一個直徑圓直徑為80MM圓
- 在圓的外則會一條半徑為28MM弧線.
- 使用裁剪工具裁條無用弧線形成企鵝軀體的輪廓
- 在原點座標繪畫一條垂直虛線.
- 使用”旋轉”工具生成企鵝軀體的實體
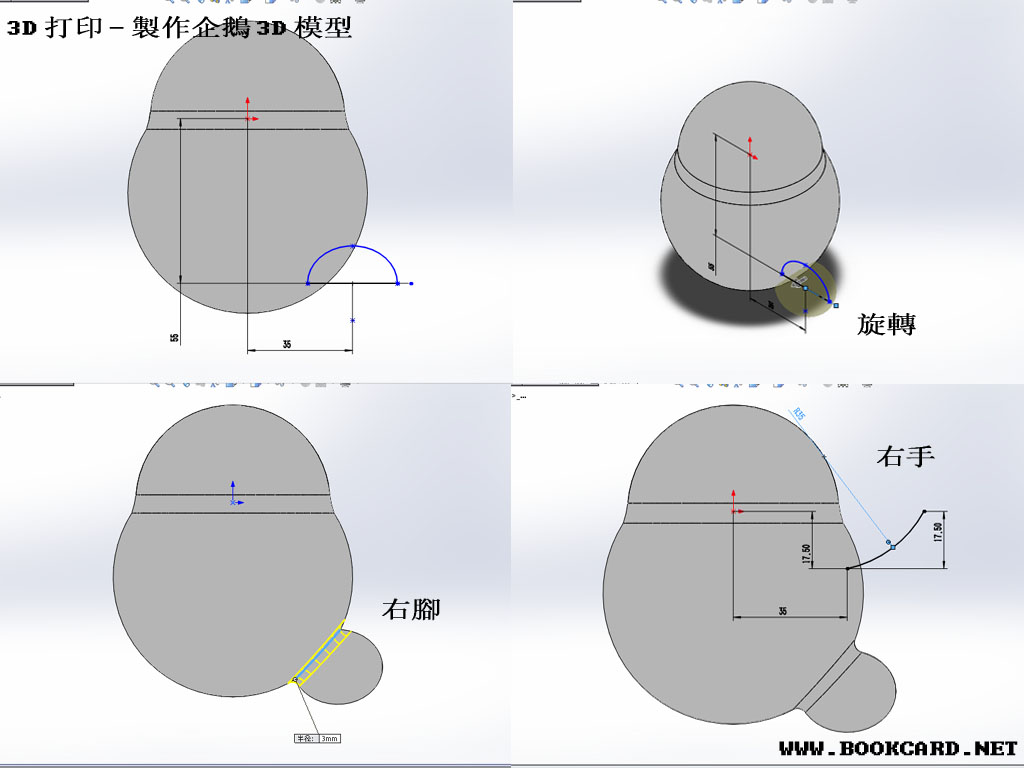
- 選擇”前視基準面”做為草繪平面.進入”草圖模式”
- 在原點座標右下方右35MM下55MM繪畫一個部分圓弧,半徑1填15MM, 半徑2填5MM,角度180.繪畫一條水準虛線-
- 使用”旋轉”工具生成企鵝左腳
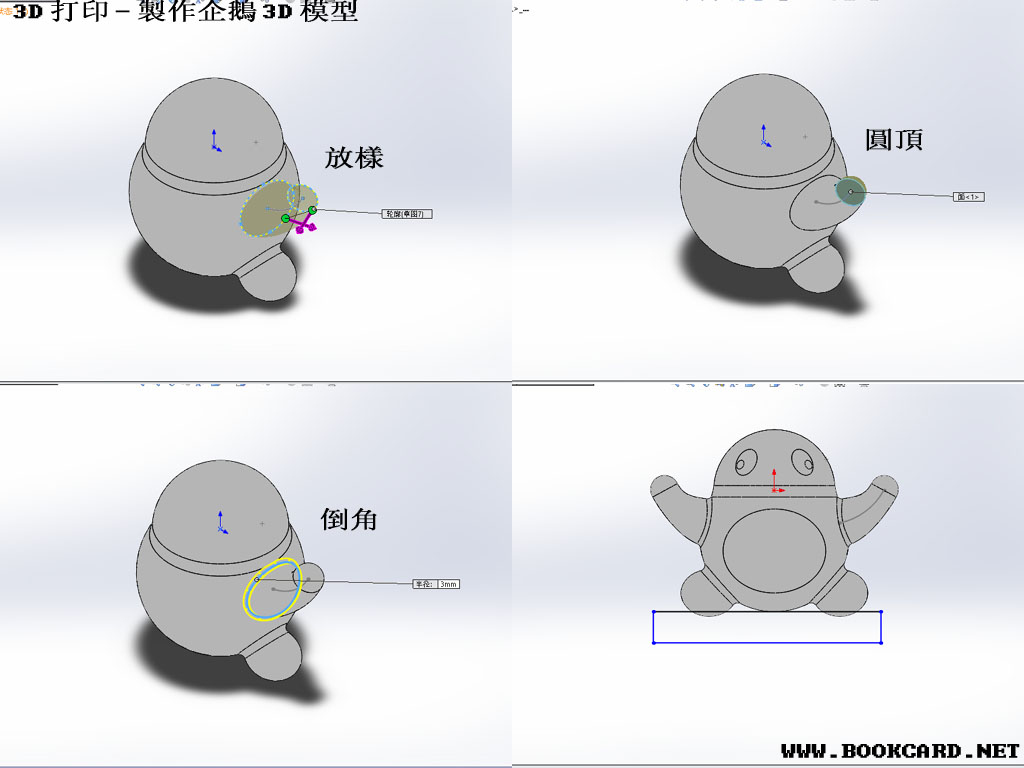
- 使用”倒角”工具對左腳介面位元倒圓角
- 使用”鏡向”工具生成企鵝右腳,鏡向面選擇”右視基準面”.
- 在原點座標右下方右35MM下5MM繪畫一條弧線半徑35MM高度17.5MM
- 生成”基準面1”第一基準面選擇”弧線”,第二基準面選擇”弧線的起點”
- 生成”基準面2”第一基準面選擇”弧線”,第二基準面選擇”弧線的終點”
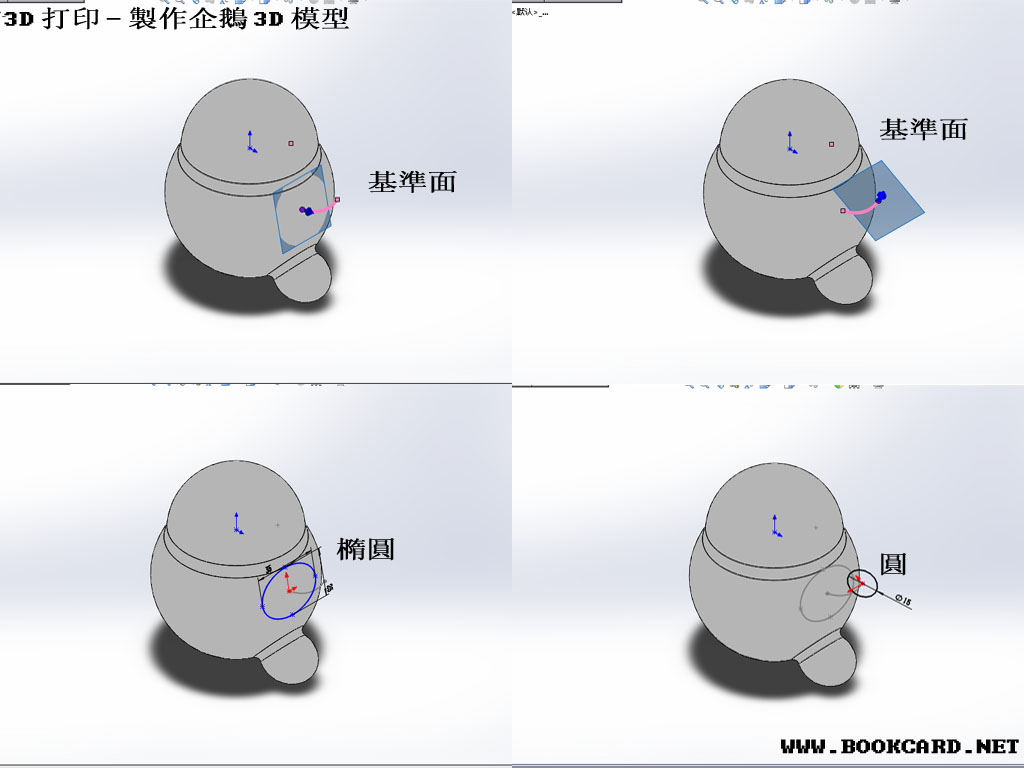
- 在”基準面1”原點座標一個橢圓,半徑1填50MM半徑2填12.5MM
- 在”基準面2”原點座標一個直徑15MM圓
- 使用”放樣”工具輪廓選擇橢圓和圓形,開始約束選擇”垂直於輪廓”選擇”應用到所有”, 結束約束選擇”垂直於輪廓”選擇”應用到所有”.生成右手
- 使用”圓頂”生成圓形手臂
- 使用”倒角”工具對手臂介面位元倒圓角
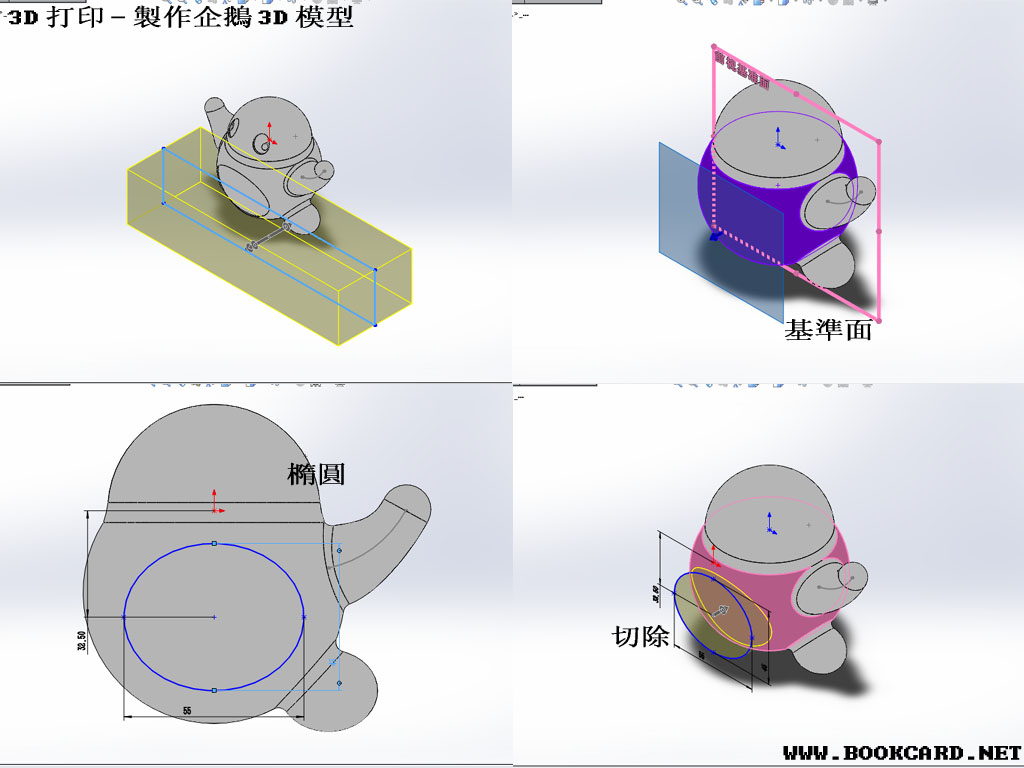
- 選擇”前視基準面”做為草繪平面.進入”草圖模式”,繪畫一個矩形使用”切除”工具切出平底,方向選擇”完全貫穿-兩者”
- 生成”基準面3”第一基準面選擇”前視基準面”,第二基準面選擇企鵝的身體.
- 選擇”基準面3”做為草繪平面.進入”草圖模式”,在座標原點垂直下方5MM繪畫一個橢圓半徑1填27.5MM半徑2填22.5MM
- 使用”切除”工具方向選擇”到離指定面指定的距離”,面選擇”企鵝的身體”,等距距離填1MM,勾選”反向等距”生成企鵝肚腩
- 選擇”基準面3”做為草繪平面.進入”草圖模式”,
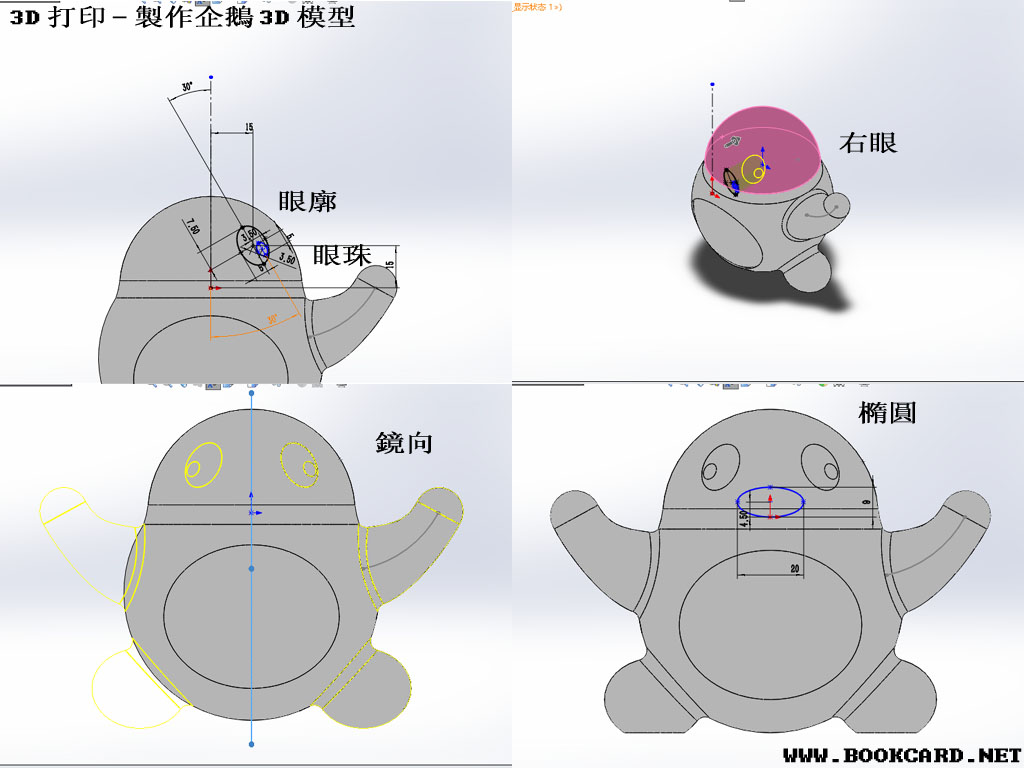
- 在座標原點右上方繪畫一個橢圓X填15MM,Y填半徑1填7.5MM,半徑2填5MM,角度30度生成眼廓
- 在橢圓中心點右下方繪畫一個橢圓X填18MM,Y填半徑1填2.5MM,半徑2填31.75MM,角度30度生成眼珠
- 使用”切除”工具方向選擇”到離指定面指定的距離”,面選擇”企鵝的頭部”,等距距離填1MM,勾選”反向等距”生成企鵝右眼
- 使用”鏡向”工具生成企鵝左眼,鏡向面選擇”右視基準面”.
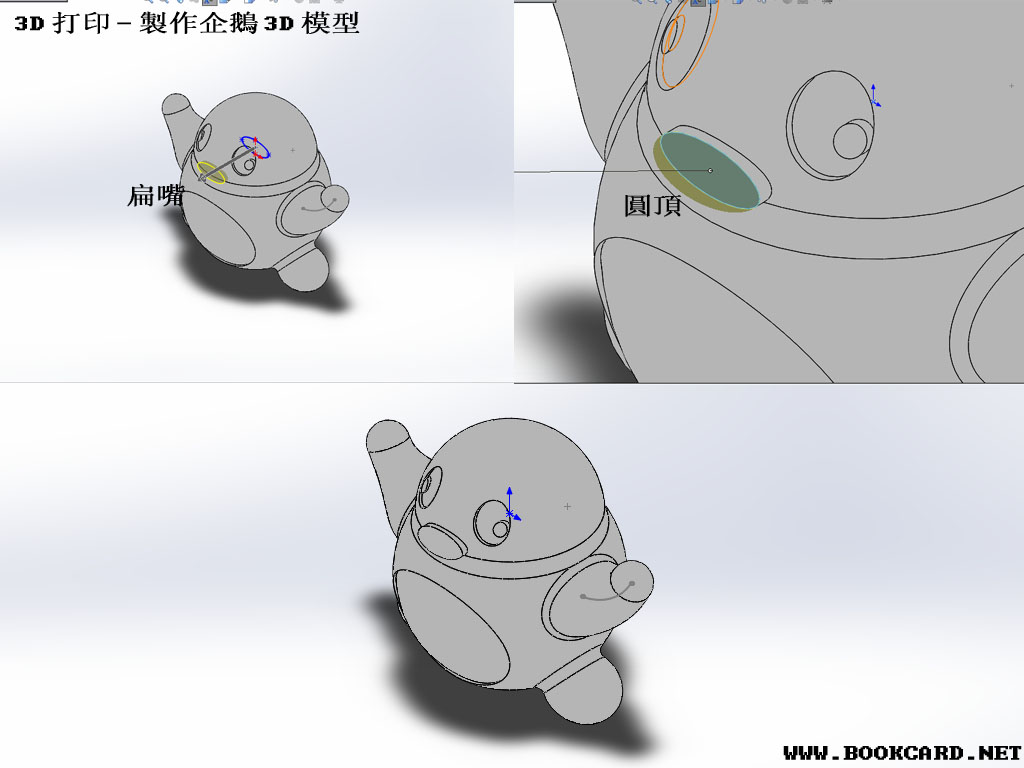
- 選擇”前視基準面”做為草繪平面.進入”草圖模式”,
- 在座標原點垂直上方繪畫一個橢圓X填0MM,Y填5MM.半徑1填10MM,半徑2填4.5MM,生成扁嘴.
- 使用”圓頂”生成圓型鵝嘴




你必須登入才能發表留言。