在上色之前需要對模型進行打磨與拋光,因PLA與ABS並不太硬所以最好使用砂紙,而砂紙分號數,號數越大粒度越小,號數越小粒度大,一般只需買240,320,360,400,500,600,800,1000梯下表
| 號數/目數 | 用途 |
| 60# | 玉石打磨 |
| 80# | 玉石打磨 |
| 100# | 金屬打磨 |
| 120# | 金屬打磨 |
| 150# | 木材打磨 |
| 180# | 木材打磨 |
| 240# | 模型初步粗打磨 |
| 280# | 模型初步粗打磨 |
| 320# | 模型二次打磨 |
| 360# | 模型二次打磨 |
| 400# | 模型精細打磨 |
| 500# | 模型精細打磨 |
| 600# | 模型初步拋光 |
| 800# | 模型二次拋光 |
| 1000# | 模型精細拋光 |
| 1200# | 金屬拋光 |
| 1500# | 玉石拋光 |
| 2000# | 用於金屬玉石精細拋光 |
| 5000# | 用於金屬玉石鏡面拋光 |
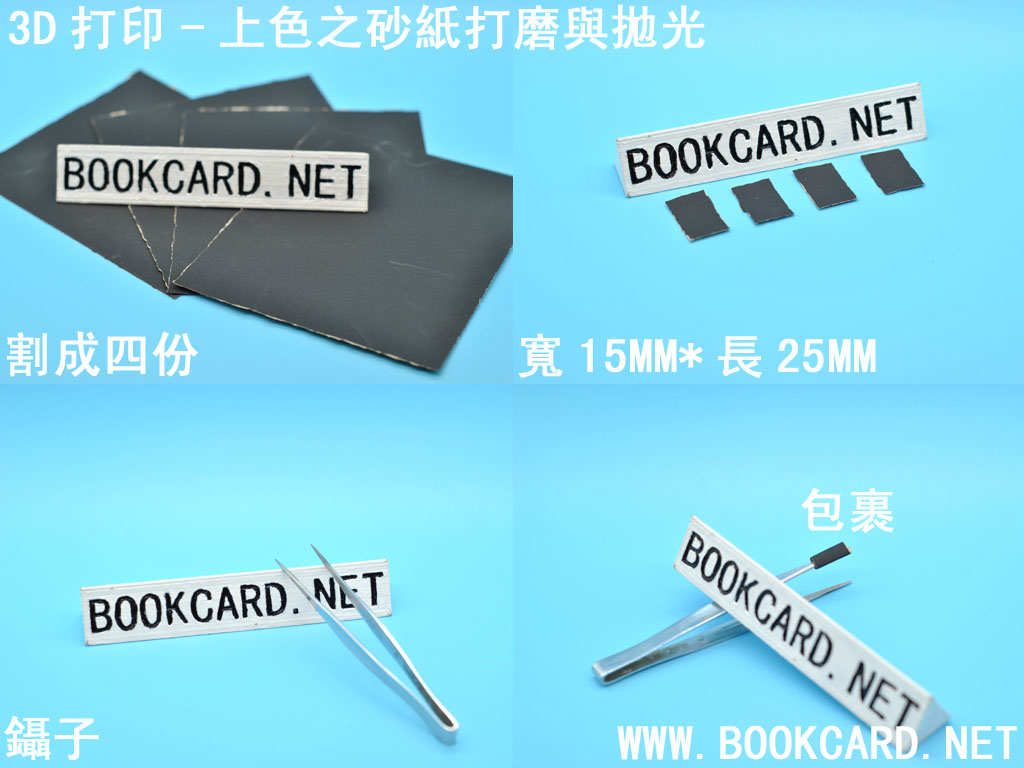
打磨與拋光的的三個基本步驟
- 先把寬280MM*長320MM砂紙平均分割成四份,便於保存
- 再分割出寬15MM條狀砂紙
- 然後平均分割成四份,大約寬15MM*長25MM,實際大小可視打磨面積而定
- 準備金屬鑷子,如上圖
- 把分割出條狀砂紙包裹鑷子一尖端
- 然後鑷子合攏令砂紙不能移動.開此打磨
- 打磨的過程砂紙可沾點水
- 初步粗打磨砂紙採用240#~280#
- 二次打磨砂紙採用320#~360#
- 拋光砂紙採用600#~1000#
- 沖洗模型