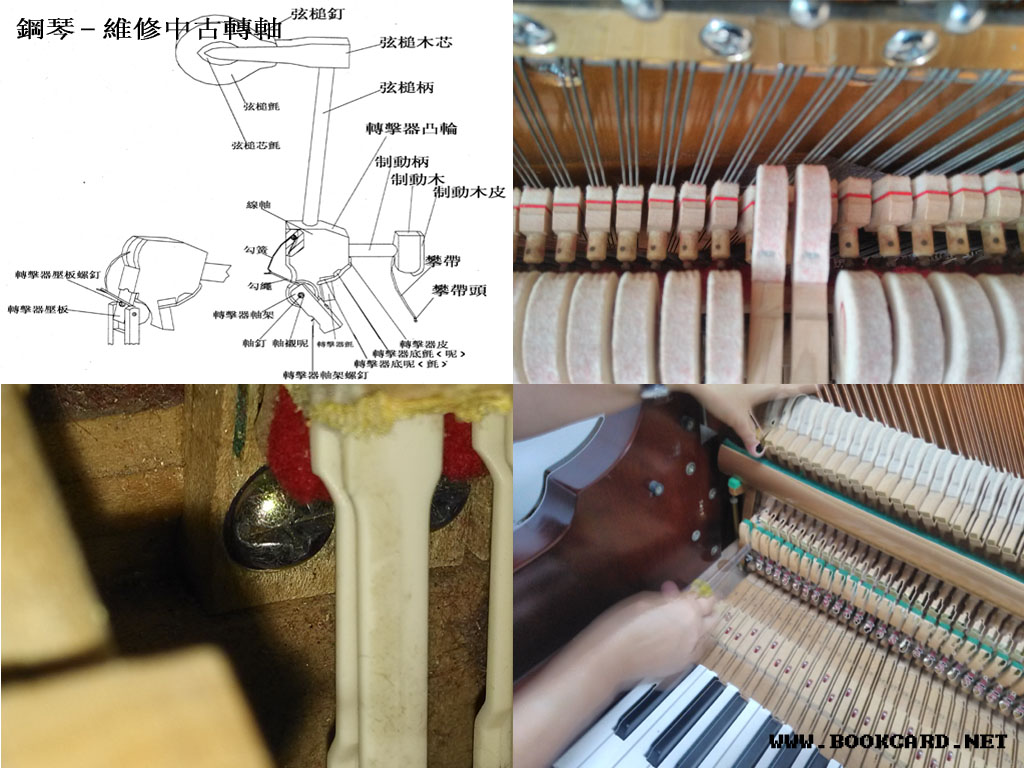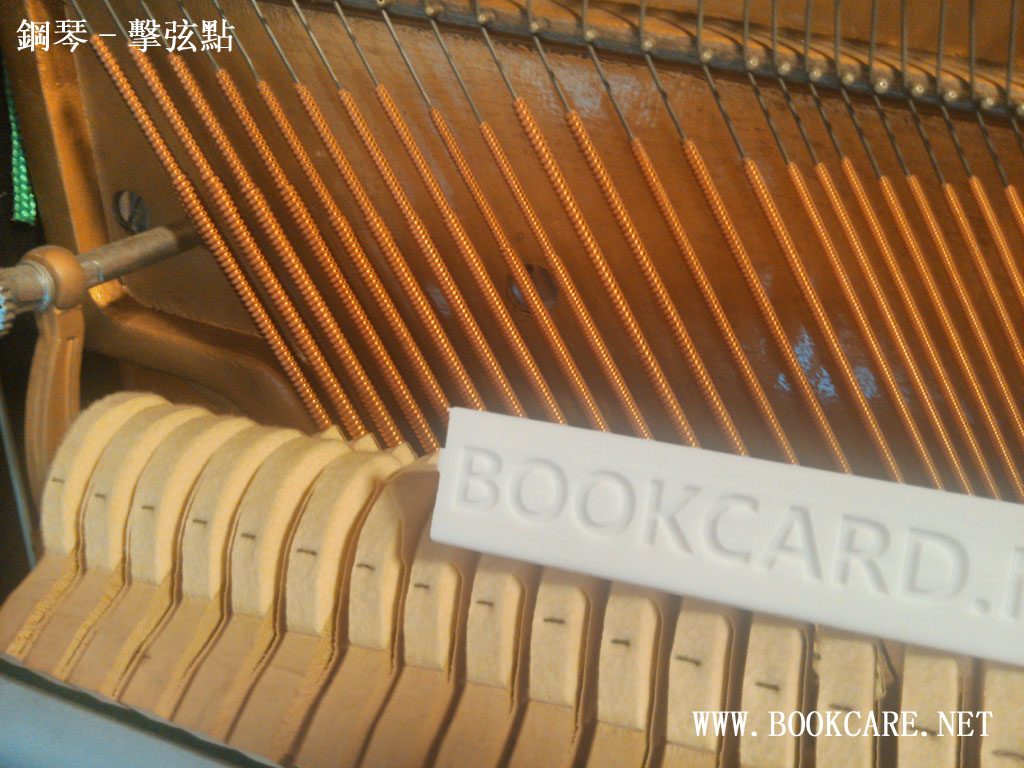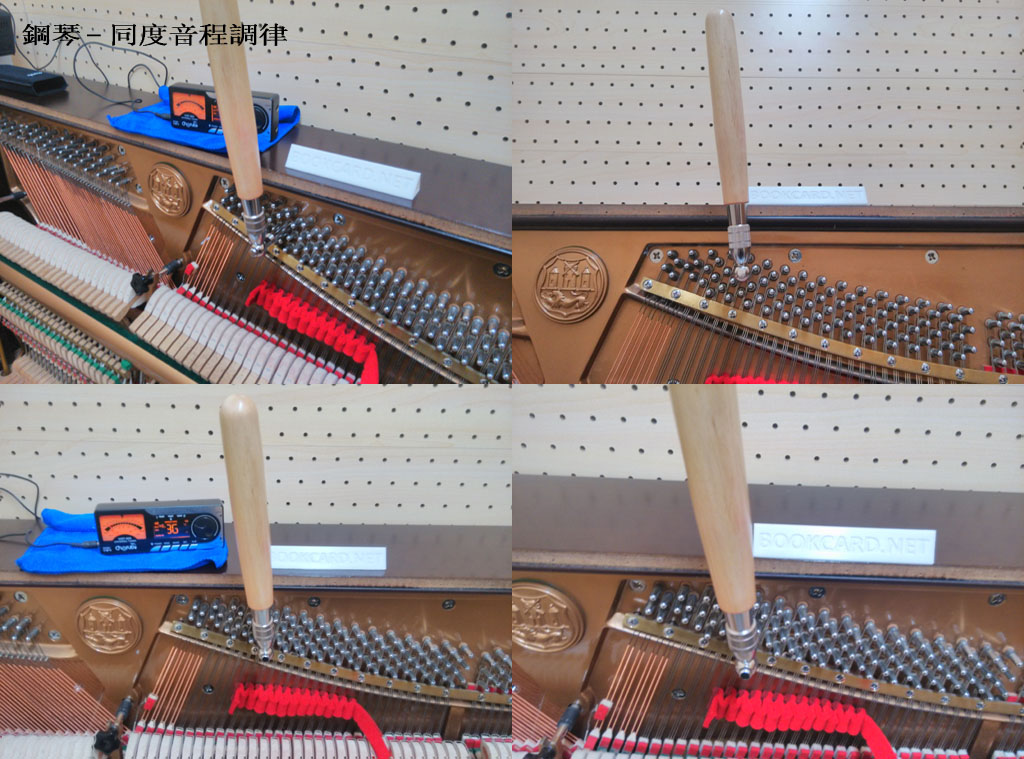
鋼琴-求平均率拍頻
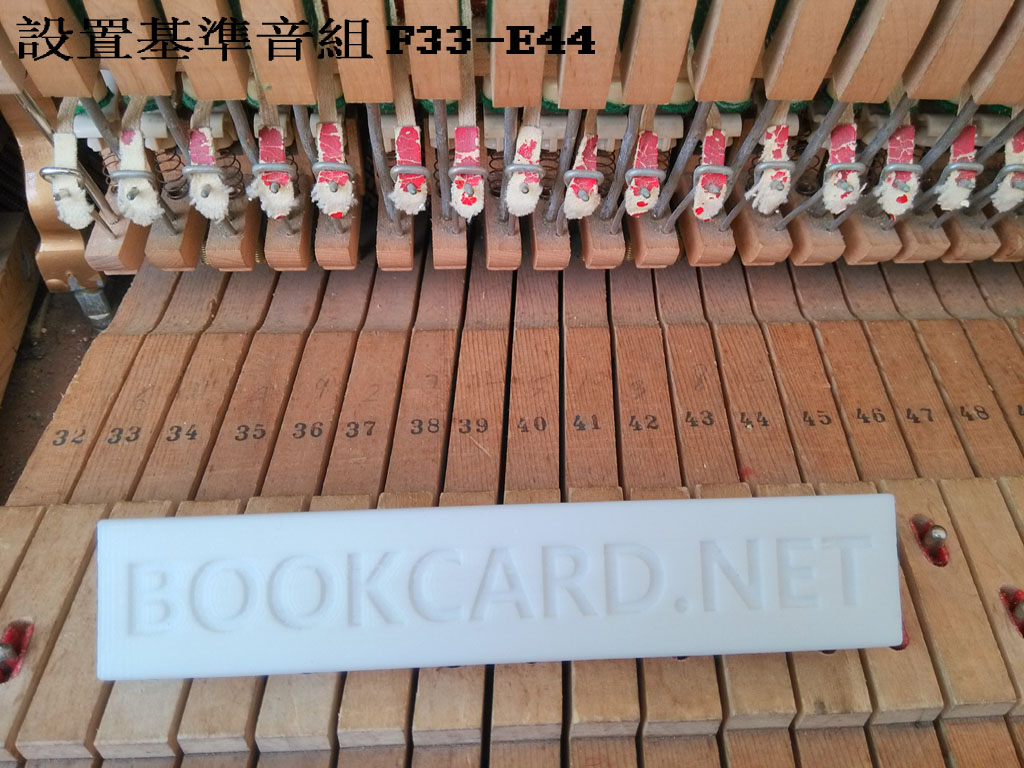
1.求平均律各音的既定精確的頻率
2.熟記常用音程的頻率比
3.被調音放在被減數,被檢音放在減數上
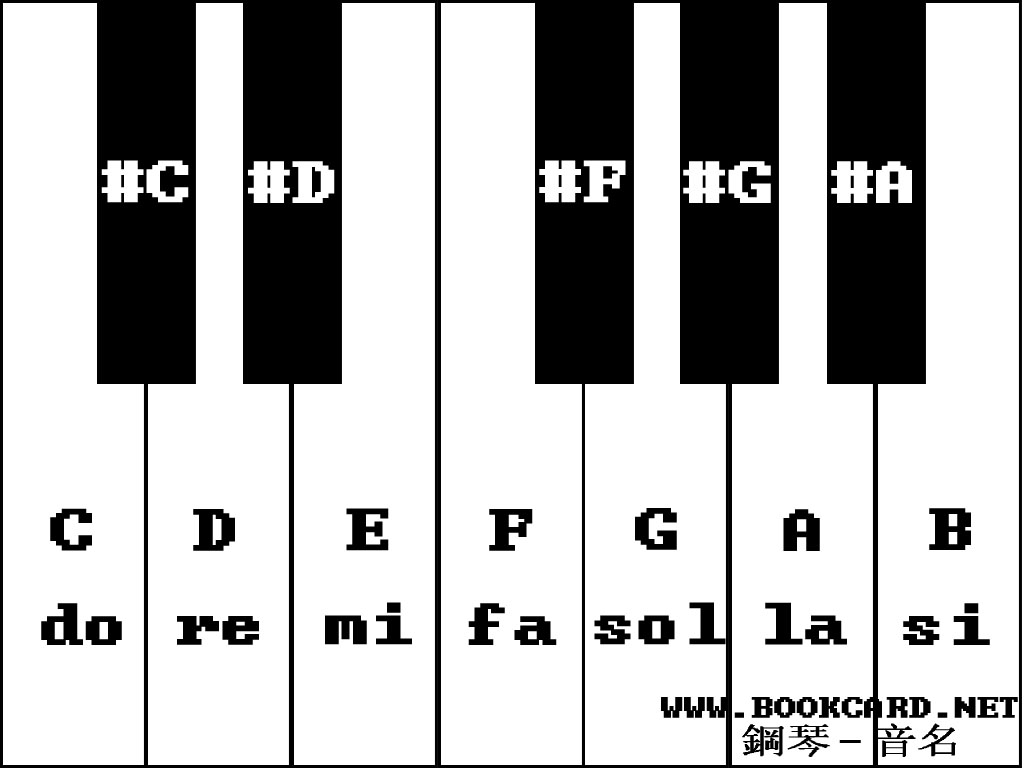
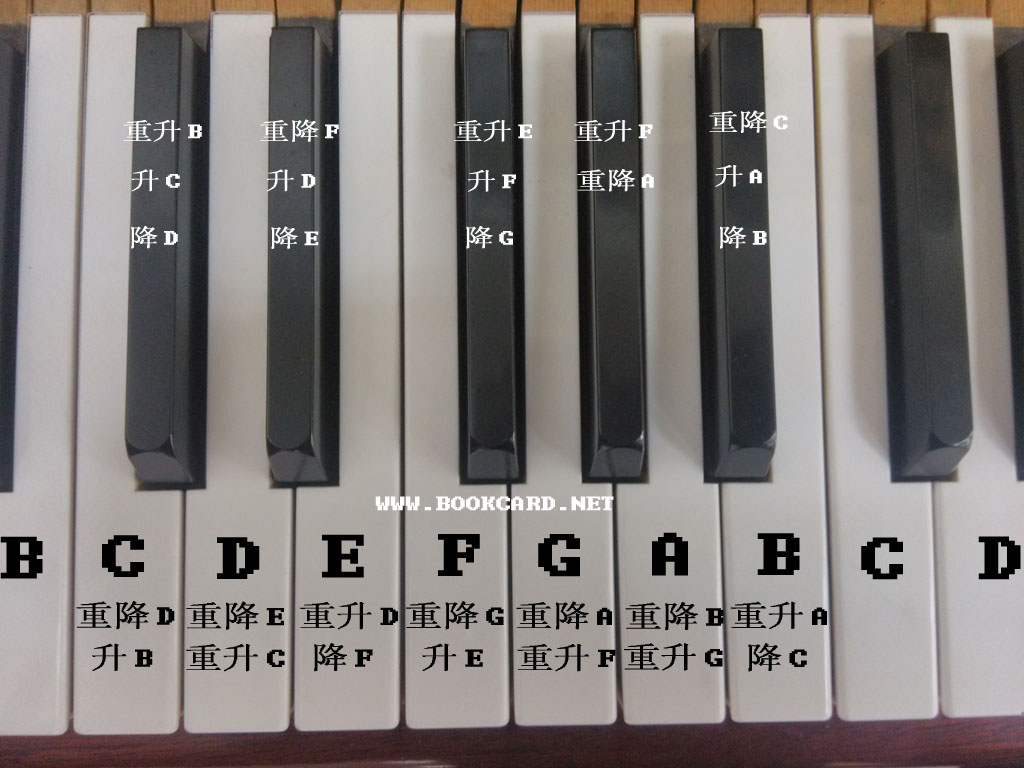
| 音程 | 音名 | 諧音比 |
| 同度(一度) | C | 1 |
| 小三度 | dE | 6/5 |
| 大三度 | E | 5/4 |
| 純四度 | F | 4/3 |
| 純五度 | G | 3/2 |
| 小六度 | bA | 8/5 |
| 大六度 | A | 5/3 |
| 八度 | C | 2/1 |
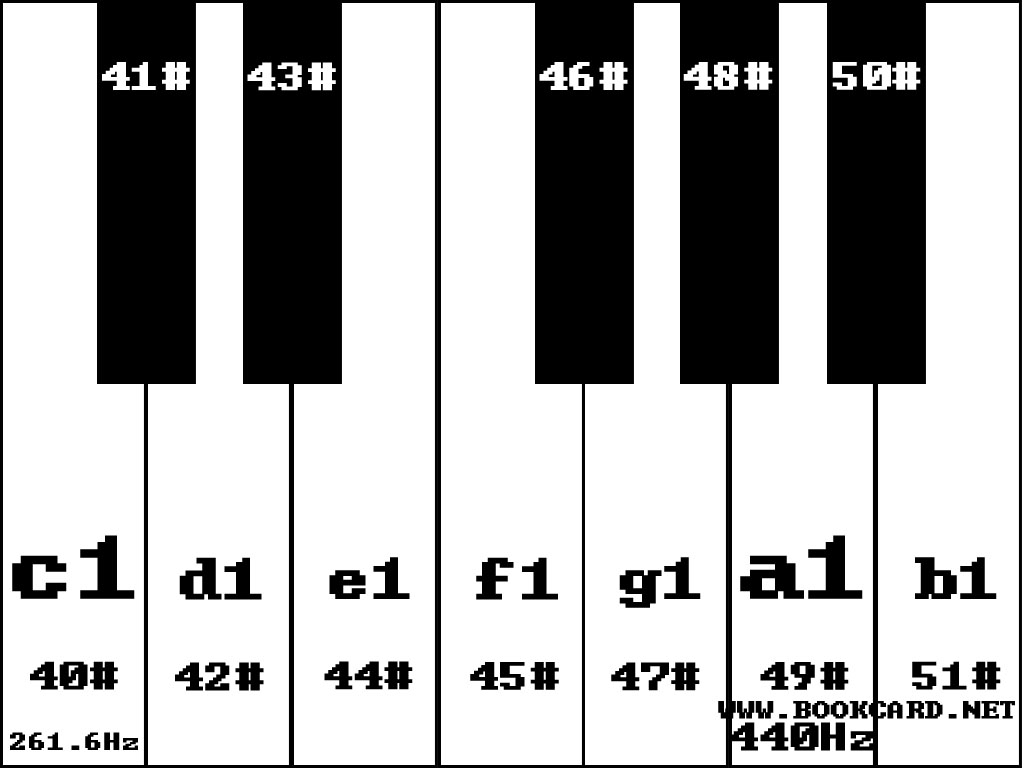
例求平均率四度音程a-d1 的頻律
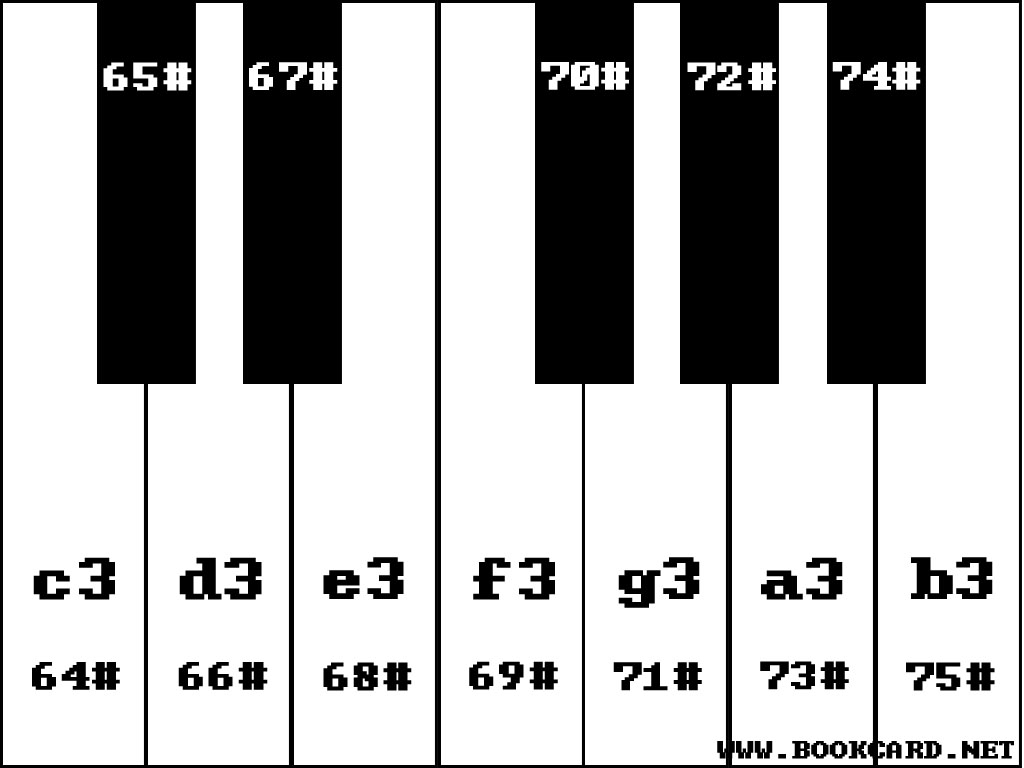
已知37a=220Hz
42d1=a*(12√2)5=220*1.0594635=293.66Hz
純四度的諧音比4/3
d1*3-a*4
=293.66*3-220*4
=880.98-880
=0.98拍/秒
例求平均律a上行五度e1的拍頻
已知37a=220Hz
44 e1=37a* (12√2)7=220*1.0594637=329.63Hz
純五度的諧音比3/2
e1*2-a*3
=329.63*2-220*3
=659.26-660
=-0.74拍/秒
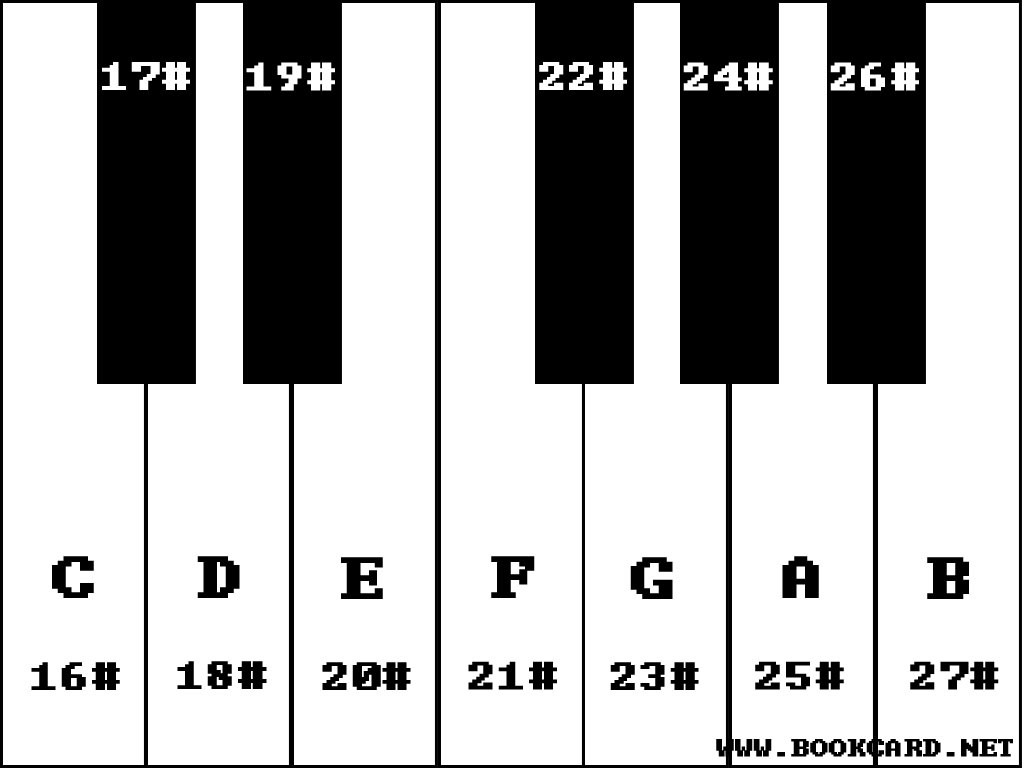
例求平均律37a-33f大三度音程的拍頻
已知37a=220Hz
33f=37a/ (12√2)4=220/1.0594634=174-.61Hz
大三度諧比5/4
f*5-a*4
=174.61*5-220*4
=-6.95拍/秒
例平均律37a-46#f1大六度音程的拍頻
已知37a=220Hz
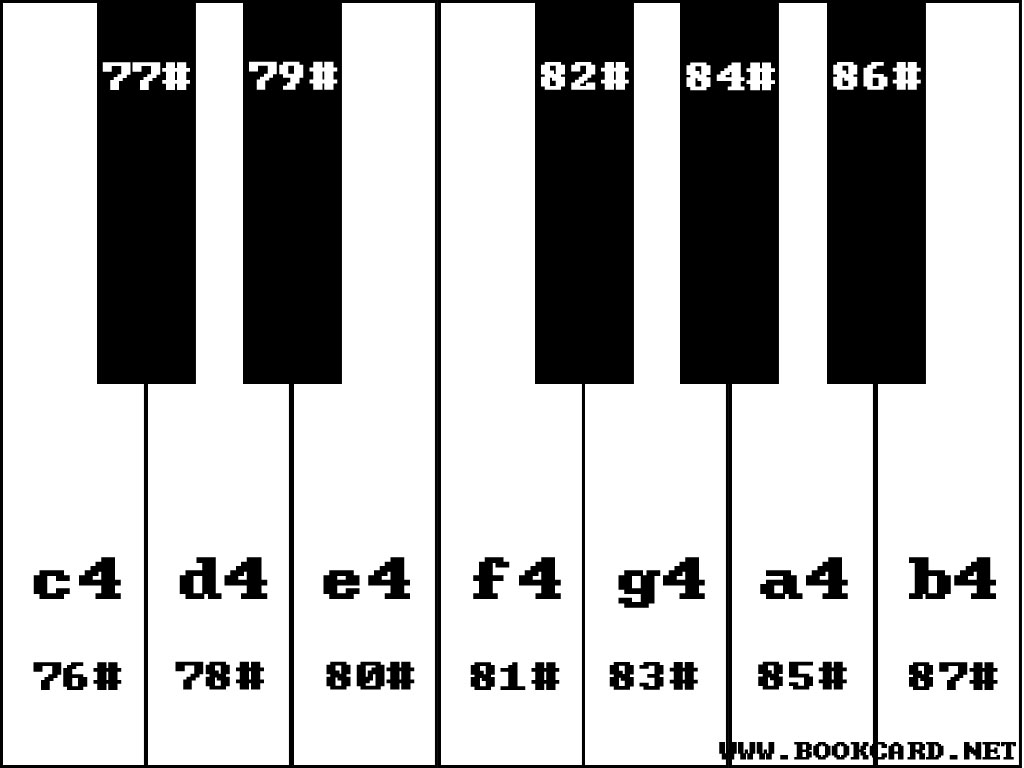
46#f1=37a* (12√2)9=220*1.0594639=369.99Hz
已知大六度諧音比5/3
46#f1*3–37a*5
=369.99*3-220*5
=1109.97-1100
=9.97拍/秒
例平均律五度音程f-c1的拍頻
已知37a=220Hz
33f=37a/(12√2)4=220*1.0594634=174.61Hz
40c1=37a*(12√2)3=220*1.0594633=261.63Hz
已知純五度諧音比3/2
40c1*2–33f*3
=261.63*2-174.61*3
=523.26-523.83
=-0.57拍/秒
例平均律五度音程c1-f的拍頻
已知37a=220Hz
40c1=37a*(12√2)3=220*1.0594633=261.63Hz
33f=37a/(12√2)4=220*1.0594634=174.61Hz
已知純五度諧音比3/2
33f*3-40c1*2
=174.61*3-261.63*2
=523.83-523.26
=0.57拍/秒